滚塑制品厂家滚塑制品壁厚不均匀原因分析
在滚塑加工过程中,制品的平均壁厚一般取决于投料量的多少,投料多壁就厚,投料少壁就薄。能够成型壁厚相对均匀的中空制品,这是滚塑成型的一个优点。既然如此,为什么有的制品还会出现壁厚不均匀,有些部位厚,有些部位薄的现象呢?这与制品和模具的结构、加工工艺的掌握程度等因素相关。从滚塑产品和滚塑模具结构来说,一般在滚塑制品内凹的转角处(模具外凸)厚度较小,而制品外凸的转角部位(模具内凹)厚度较大,但如果制品外凸部位角度过小,易导致物料不能充满模具带来相应的孔洞等缺陷,所以制品不宜有尖角部位,通常用大的平滑圆弧过渡。塑料的熔融和粘附能力主要与模具温度有关。模具温度高的地方,塑料较易先熔融并随模具的转动层层涂覆,粘附树脂会较多,而温度低的部位粘附的树脂相对较少,造成制品壁厚不均。制品的壁厚还与旋转速度有关。模具的旋转速比或速度控制不当,造成旋转速度不均匀,使得原料熔融后的流淌路径紊乱、无规律性,也容易造成壁厚不均。
相关新闻
- 纺机罩壳厂家介绍一种纺机控制部分外壳结构
- 滚塑制品厂家哪家质量更好
- 纺机罩壳厂家选哪家好,产品质量如何保证
- 纺机罩壳厂家的对比选择方式
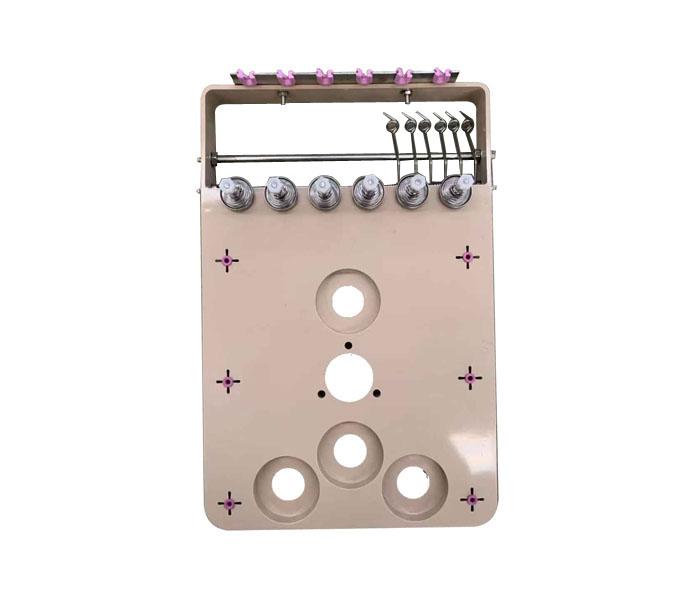
相关产品